Natural
fibers today play an important role as reinforcement in composite
materials. The objective of this work was to obtain the adequate
parameters for the manufacture of hybrid composites with curauá fibers
and graphene oxide nanometric particles in the Polyester matrix, looking
for the optimal variant of greater resistance to traction and flexion.
The curauá fibers were treated with different NaOH solutions and
different immersion times, different fiber contents and different
graphene oxide contents were used. In the work Taguchi method was used
to determine the quantity of necessary experiments and to evaluate the
results. Micrographs were made using the Electronic Scanning Microscope
and X-ray diffraction to determine the effectiveness of the treatments
performed. Mechanical tests of traction and flexion were carried out and
the results showed an increase of the resistance to average traction of
156% in relation to pure Polyester and a 186% of the resistance to
flexion.
Currently,
there is a growing search for materials that are ecologically more
aligned with the environmental sustainability model, in the same way as
environmental awareness grew in the face of the destruction of the
environment caused by man. For this reason, vegetable fibers are being
widely used, in addition to having good mechanical properties, low cost,
low density, it is a biodegradable material with wide availability,
etc. According to Marinelli et al. (2008),
all these aspects have turned plant fibers into a potential substitute
for synthetic fibers. In this work, it was carried out the study on the
mechanical resistance of hybrid composite materials on polyester matrix,
with graphene nanoparticles and using the curauá fiber, which is the
vegetable fiber of greater mechanical properties and lower density among
all plant fibers (Chegdani et al., 2017).
The orthophthalic unsaturated polyester resin was used as a matrix in
the work. This type of resin has been widely used for the production of
compounds due to its mechanical properties and versatility in its
applications, it has low water absorption and ability to cure at room
temperature and it has transparency (Sanchez et al., 2010).
It
is known from previous works reported in the literature, that the
addition of particles of high rigidity in the polymer improves the
properties of the compound such as mechanical strength and modulus of
elasticity/rigidity avoiding fiber failures in the transverse direction
of the laminate, by the placement of reinforcement particles in the
interlaminar region making difficult the propagation of the cracks, in
such a way that their performance is visibly improved (Abot et al., 2007, 2008).
Recently, it has been verified that graphene oxide can be considered
more appropriate than graphene itself to be used as fillers in polymeric
nanocomposites. It is mainly due to the presence of oxygenated groups
bound on the surface, such as hydroxyl, epoxy, carbonyl and carboxyl and
possible chemical functionalization of graphene oxide in the direction
of providing more affinity with the matrix, resulting in a compound with
higher thermomechanical performance (Jajam y Tippur, 2012).
According to Pathak et al. (2016),
in a recent study on the effect coming from the addition of graphene
oxide in the compound based on epoxy resin with carbon fiber, it was
clearly revealed the improvement of mechanical properties, especially in
the flexural strength, which had an increase of 66% and the modulus of
elasticity of 70% with the addition of 0.3 wt% of graphene oxide. This
improvement in producing a hybrid nanocomposite is based on a solid
physical and chemical interaction of the dispersed phase with the matrix
and that the reinforcing particles in compounds must have peculiar
characteristics, such as functional groups with chemical affinity, which
increase the approximation between the matrix and the load (Kumar et al., 2014; Kumari et al., 2016).
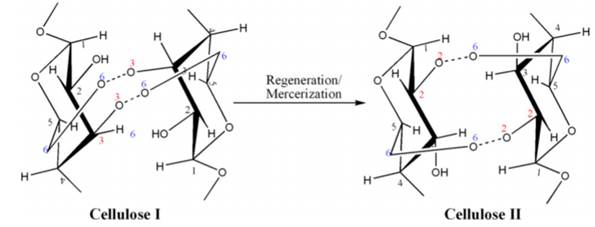
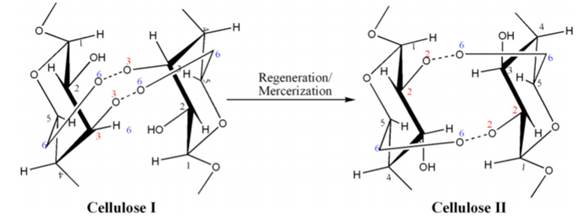
In
common with all natural fibers, cellulose is one of the main components
and its importance is to provide mechanical strength to the fiber.
Cellulose is a polysaccharide that has in its composition the elements
carbon, oxygen and hydrogen. Cellulose has two polymorphous forms type I
and II in which the first corresponds to the arrangement of the
cellulose chain as found in nature, with greater resistance than the
polymorphic form II which is obtained through the process of
mercerization or regeneration of the native cellulose (Zuber et al., 2012). In Figure 1 this transformation is schematized.
FIGURE 1.
Polymorphous transformation of cellulose type I in II (Zuber et al., 2012).
Chemical treatments of fiber surface
modification are widely used to optimize fiber / matrix bonding.
Parameters such as type of treatment, concentration of the solution and
immersion time of the fibers in the solutions are very important
elements to achieve the optimal mechanical behavior of the compounds (Yu et al., 2010 and Porras et al., 2016).
For this reason, in this work the treatment with sodium hydroxide with
different concentrations and different immersion times was studied.
In
this work, several parameters were studied, such as fiber content and
graphene oxide content, as well as chemical treatment parameters such as
concentration of sodium hydroxide solutions and the immersion time of
the fibers in those solutions. Taguchi Method was used to integrate the
study of all the parameters and maximize the performance of the
composite material. The Taguchi method has been used in several works
with very good reliability results, optimization in the analysis of the
results and economy in the design of the experiment integrating the
processing parameters (Kumar et al., 2014; Kumari et al., 2016).
This method allows the optimization of the materials performance by
adjusting the processing parameters through a robust experimental design
that has the ability to analyze many parameters with fewer experiments
than in traditional experiments. In fact, this technique, widely used to
improve the quality of articles or products manufactured, was recently
implemented in the manufacture of green compounds, such as studying and
improving the wear behavior of natural fiber compounds and optimizing
the mechanical properties (Biswas y Satapathy, 2010; Raghavendra et al., 2012).
The Taguchi method is a powerful analysis tool to conduct experimental
work involving the study of multiple parameters. The method uses
orthogonal matrices to determine the minimum number of experiments
necessary to obtain sufficient information for determining optimal
values of the evaluated factors (Patnaik et al., 2010; Hussain et al., 2011; Pathak et al., 2016).
The
material used for the matrix was the orthophthalic unsaturated
polyester resin produced from the orthophthalic acid supplied by the
Redilease Company in the City of São Paulo Brazil. Curauá fibers were
supplied by SENAI from the City of Santarém Pará State of Brazil and the
Graphene oxide was obtained in the Semi-Industrial Laboratory of the
Faculty of Chemistry of the University of São Paulo.
The
factors studied in this work were the fiber content of curauá, the
concentration of the sodium hydroxide solution for the treatment of the
fiber, the exposure time of the fibers in each solution and the
manometric particle content of graphene oxide. The fiber contents used
were 10, 20 and 30 (wt%), the concentrations of sodium hydroxide used
were 2.5, 5 and 10% (wt%), the inmersion times of the fibers in the
corresponding solutions were 2, 4 and 8 hours and the amounts of
graphene oxide used were 0.1, 0.5 and 1% (wt%). The objective of the
work was to determine the influence of these factors on the mechanical
strength of the compound given by the Traction and Flexion Effort.
First,
an experimental design was made using the Taguchi Method according to
the MINITAB17 software, with which the number of test bodies was greatly
reduced. Table 1 shows the design of Taguchi L9 (34) (orthogonal ordering) determined by MINITAB 17 Software. L9 means 9 runs or 9 test bodies. The term 34 means 4 factors with 3 levels each factor. If the complete factorial design were used, it would have 81 runs. The L9 array (34)
is a fraction of the complete factorial design that corresponds to only
9 runs. In this orthogonal array, factor levels are weighted in the
same way throughout the design (Yu et al., 2010).
The columns of the table represent the control factors, the rows of the
table represent the runs (combination of factor levels) and each cell
of the table represents the level of the factor for each run as shown in
table 2.
TABLE 1.
Factors and levels of the experiments according to Taguchi's design (34), MINITAB 17
Factor
Level 1
Level 2
Level 3
A: Fiber quantity (wt%)
10
20
30
B: Concentration of the sodium hydroxide solutions (wt%)
2.5
5
10
C: Inmersion time of fiber (h)
2
4
8
D: Quantity of nanometric particles of graphene oxide (wt%)
0.1
0.5
1
TABLE 2.
Representation of the Taguchi matrix (L9)
N
A
B
C
D
1
1
1
1
1
2
1
2
2
2
3
1
3
3
3
4
2
1
2
3
5
2
2
3
1
6
2
3
1
2
7
3
1
3
2
8
3
2
1
3
9
3
3
2
1
The experimental part began with the
preparation of the sodium hydroxide solutions and the placement of the
fibers in the corresponding solutions, which were removed from the
solutions according to the planned times. After removed, the fibers were
well rinsed in distilled water until a PH 7 was obtained and then they
were dried in an oven at 60 ° C for 24 hours and at 90 ° C for 2 hours.
Later to know the effectiveness of the chemical treatments carried out,
fibers of each group were observed through the Electronic Scanning
Microscope. The use of scanning electron microscopy was carried out with
the objective of observing the magnitude of the effect of the alkaline
treatment performed on natural fibers, given by the separation of the
cellulose fibrils and the surface roughness of the fiber, which should
allow a greater adhesion between fiber and matrix (Satyanarayana et al., 2007).
A Philips XL-30 Electronic Scanning Microscope with secondary electron
detector was available at the Laboratory of the Metallurgical and
Materials Engineering Department of the University of São Paulo.
Subsequently,
X-ray diffraction was performed in each corresponding fiber group, the
objective of the analysis with X-ray diffraction was the determination
of the phases present in the samples of curauá fibers treated with
different treatment conditions and to determine the crystallinity in
each type of fiber. The analyses were performed on a Rigaku brand X-ray
diffractometer available in the Laboratory of the Metallurgical and
Materials Engineering Department of the University of São Paulo, with a
CuKα radiation source. The diffraction conditions were step equal to
0.04 °, time per step of 4 seconds for the interval of 2θ between 0 the
40 °.
To perform the mechanical tests, specimens
were manufactured by delamination in an open mold with the dimensions
according to ASTM D 638 (I) [18] with compositions that varied according
to the experiments planned in the Taguchi Matrix. The mechanical
tensile and bending tests were carried out in the KRATOS® 5002 traction
machine available in the Laboratory of the Department of Metallurgic and
Materials Engineering of the University of São Paulo.
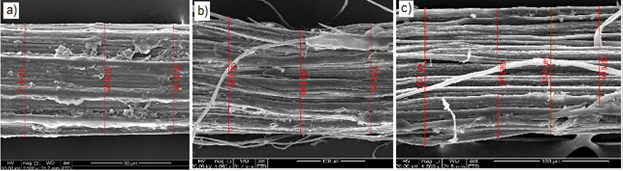
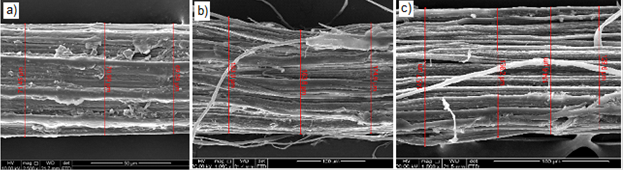
Figure 2 shows the micrographs of the
treated and untreated curauá fibers where the effect of the NaOH
treatment on the morphology of the fibers can be observed (Figures 2b and 2c) in comparison with the untreated fibers (Figure 2a).
Studies
with lignocellulosic materials, among them on the curauá fiber itself,
point to a reflection in the crystallographic plane (002) with greater
intensity, which corresponds to the rede planes of the glycosidic rings
that are the densest structure of type I cellulose corresponding to the
angle 2θ = 22º. Two other peaks of lower intensity in 16º and 35º are
also found next to it, which have their respective planes (101) and
(040). With the results obtained in the diffractometer, the
crystallinity indexes of the curauá fibers were calculated using the
Segal empirical method that provides an approximate value of
crystallinity (Lengowski et al., 2013). The obtained crystallinity results are shown in table 3.
In Figure 2, the micrographs of the treated and untreated fibers are shown.
FIGURE 2.
Micrographs of the fibers:
a) without treatment, b) with treatment of 5% NaOH and immersion time
of 4 hours c) with treatment of 10% NaOH and immersion time of 4 hours.
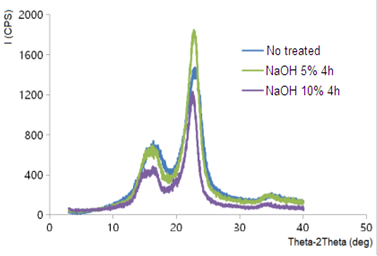
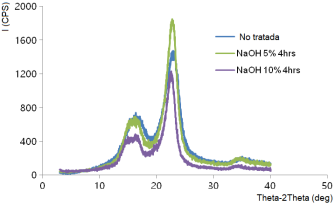
In Figure 3, the
difframograms of the fibers without treatment and with NaOH treatment of
5% and 10% with inmersion time in the solution of 4 hours are shown. In
Table 3, the values of crystallinity obtained in each corresponding fiber can be observed.
FIGURE 3.
Diffractograms of the fibers without treatment and with treatment of 5% and 10% for 4 hours.
TABLE 3.
Result of the
Crystallinity Index (%) as a function of the concentration of sodium
hydroxide and the exposure time of the fibers in the solutions
NaOH concentration (wt%) / inmersion time (h)
2 h
4 h
8 h
0
32
32
32
2,5
35
36
38
5,0
38
48
46
10,0
42
47
46
The tensile test was performed with an initial
load cell of 2000kgf with a speed of 5 mm / min. The bending test was
carried out with an initial load of 2500kgf with a speed of 3 mm / min.
The strength and speed parameters were recorded by transmission to the
computer by the LYNX® ADS 2000 data system. The values obtained for
maximum tensile and flexural strength for the pure polyester resin can
be found in Table 4 and the values obtained
from maximum tensile and flexural strength for the different materials
manufactured according to the Taguchi experiment design are found T 5.
TABLE 4.
Results obtained in the experimental tests for pure Polyester resin
Fiber (wt%)
NaOH (wt%)
Time (h)
Graphene oxide (wt%)
Tensile stress (Mpa)
Elasticity module (Mpa)
Elongation (%)
Flexion stress (Mpa)
0
0
0
0
25.95±0.43
293.78
20.90
19±0.23
To determine the optimal configuration of the
parameters to maximize the tensile and flexural properties, the
experimental data were transformed into a signal-to-noise ratio (S/N)
for the analysis. As the objective of Taguchi's analysis is to maximize
tensile strength and flexural strength, the S/N ratio chosen at the
MINITAB 17 software was as “the larger the better” (LBT), which is
calculated as a logarithmic transformation of the loss function, as
shown in Equation 1, whose values obtained through the MINITAB 17 software for each case are found in Table 5.
(1)
Where:
η
- Signal noise ratio (dB)
n
- number of observations
Y
- response values obtained in the tests (output).
TABLE 5.
Results obtained in the
experimental tests and corresponding analysis of the Signal / Noise
Ratio obtained by the MINITAB Software 17
Table 5 shows the results of Taguchi's
experimental design, presenting the average tensile and flexural
strength values obtained in the experimental tests and their respective S
/ N values for each test. The average tensile strength of the 9 tests
was 40.69 MPa with an average signal / noise ratio of 32.08 dB and the
average resistance to bending was 35.42 MPa, with an average signal /
noise ratio of 30.84 dB. The best traction behavior was found for the
No. 8 test and the lowest for the N.1 test, which also coincides with
the best and worst bending results.
Results of the Analysis of the Mean Values of Resistance and of Relation Signal / Noise (S / R)
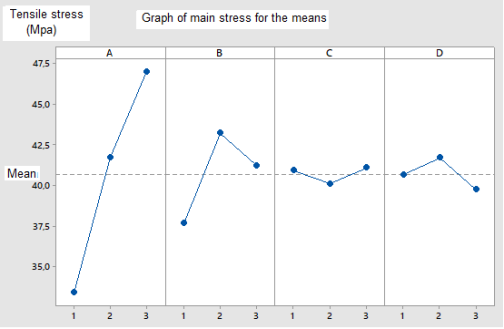
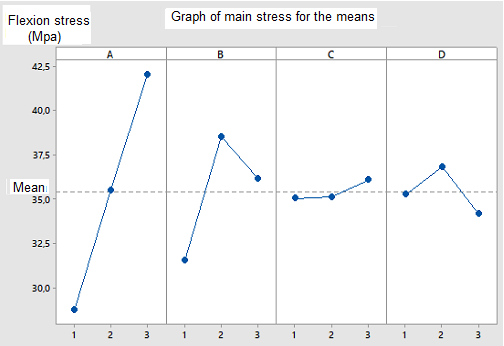
In
order to analyze the effect of each factor on tensile and flexural
properties, the analysis of the means (ANOM) was performed through the
MINITAB 17 software. This analysis involves calculating the average of
the response criteria for each factor level. The highest average
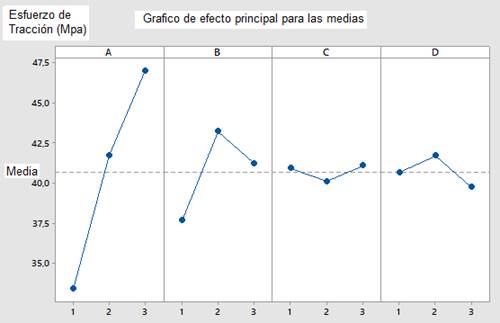
response is selected to determine the optimal level for each factor. Figures 4 and 5 summarize the ANOM analysis results for tensile and flexural strength, respectively.
FIGURE 4.
Results of ANOM analysis for tensile stress (MINITAB 17).
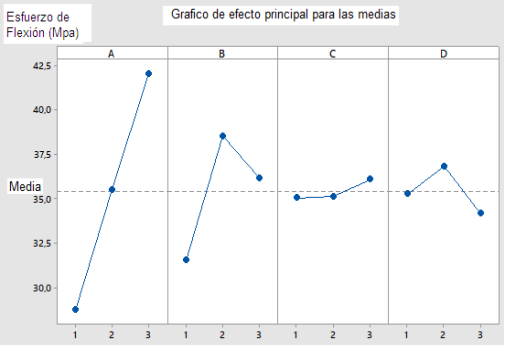
FIGURE 5.
Results of ANOM analysis for flexion stress (MINITAB 17).
The ANOM means analysis was also performed for the Signal / Noise ratio (S / N). Tables 6 and 7
show the results of the ANOM analysis for S / N corresponding to
tensile and flexural strength, respectively. The optimum factor level
adjustment points were those with the highest S / N ratio. This analysis
shows the best response with the least effect due to noise. The optimum
combination of the process parameters for the tensile and maximum
bending properties was A3, B2, C3, D2. This result coincides with the
analysis of the ANOM averages made for the means of tensile and flexural
strength.
TABLE 6.
Average values of the S / N ratio (dB) of each factor corresponding to the tensile stress results
Level
A: Fiber quantity (wt%)
B: Sodium hydroxide (wt%)
C: Inmersion time (h)
D: Graphene oxide (wt%)
1
30,44
31,4
32,06
32,02
2
32,37
32,64
32
32,35
3
33,43
32,20
32,18
31,86
TABLE 7.
Average values of the S / N ratio (dB) of each factor corresponding to the flexion stress results
From
the micrographs obtained, the effect of the NaOH treatment was
observed, where the extraction of hemicellulose and lignin and changes
in the chemical composition of the fibers are noted, including its
morphological aspect in which, different cellulose fibrils, are clearly
observed. The structural changes begin to be more expressive in the same
proportion in which the treatment time is prolonged. These changes are
of fundamental importance especially in polymeric compounds reinforced
with vegetable fibers, becuse they exert an influence on the mechanical
performance since the structural alterations are advantageous in the
sense of facilitating the interpenetration of the polymeric matrix in
internal parts of the fibers, improving this way, the adhesion and
therefore, the mechanical strength of the compound.
On the diffractogram made, as it can be seen in Figure 3 and Table 3,
the efficiency of the treatment of 5% in relation to the fibers without
treatment and even that of 10% can be verified. It can be seen that the
second peak of the curve corresponding to the concentration of 5% is
much more intense than the other curves announcing that there is a
higher concentration of cellulose phase type I than in the other
samples. It can be seen that at the peak of the 10% treatment there is a
change with the emergence of two peaks, which, according to the
literature, is a consequence of the transformation of the cellulose
phase from type I to type II which decreases the mechanical strength of
the fiber (Lengowski et al., 2013).
Therefore, the excess delignification can damage the fiber itself
because it destroys a part of the crystalline structure, and,
consequently, reduces the reinforcement capacity to the matrix.
According
to the results, the increase of the curauá fiber quantity up to 30% in
weight increased the values of tensile and flexural strength due to
greater interaction between the matrix and the fiber, having in this
way, a more uniform distribution of stresses through the body of the
compound. From previous works it is known that increases in fiber
content greater than 30 wt% do not introduce increases in the mechanical
strength of the compounds due to the low impregnation of the fiber /
matrix interface, which cause the delamination of the compound (Mohanty et al., 2000).
The chemical treatment applied to the fibers was more effective when
solutions of medium concentration and long treatment times were used.
This result of chemical treatment is consistent with the recommendations
of the literature (Yu et al., 2010),
since they show high chemical concentrations and reduce the mechanical
properties due to the depolymerization of the cellulose and an excessive
process of delignification of the fiber (Mishra et al., 2003).
However, long treatment times are necessary to remove impurities and
waxes. According to the mean main effects graphs (ANOM), the treatment
time has a greater effect on the mechanical performance of the compound,
while high concentrations of sodium hydroxide decrease the tensile and
flexural strength.
Through the graph of analysis
of the means (ANOM), it can be seen that the concentration of the
synthetic load more appropriate in the experiment was 0.5 wt% and that
for higher increases in graphene oxide the compound shows losses in
mechanical performance. That can be justified by the agglutination
between the loads. It harms a good homogenization and originates
fragilizing points.
Through
the results of the work it is shown that the use of two types of
reinforcement in the same polymeric matrix resulted in a considerable
increase in the resistance of the compound in relation to the pure
polyester matrix. An average tensile strength of 40.69 MPa was obtained,
which represents 156% in relation to pure polyester and an average
flexural strength of 35.42 MPa, which represents 186% in relation to the
flexural strength of pure polyester .
Through the
results obtained, it was possible to verify the positive effect of the
increase of the curauá fiber up to 30 wt%. Also, the alkaline treatment
of the fiber had an increase in the mechanical resistance of compounds
in polyester resin matrix for medium concentrations and prolonged
immersion times. In addition, the increase of graphene oxide in
concentrations up to 0.5% p contributed to the increase in the limit of
tensile and flexural strength of the compound.
ACKNOWLEDGMENTS
The authors thank the collaboration of the State University of Amazonas (UEA) and the State University of São Paulo (USP)
ABOT, J.L.; SONG, Y.; SCHULZ, M.J.; SHANOV, V.: “Novel carbon nanotube array-reinforced laminated composite material”, En: Proceeedings of the SAMPE Fall Technical Conference, 2007.
ASTM. ASTM D638: Standard test method for tensile properties of plastics, Ed. ASTM Standard International, 1-15 p., 2004.
BISWAS,
S.; SATAPATHY, A.: “A comparative study on erosion characteristics of
red mud filled bamboo-epoxy and glass-epoxy composites”, Materials & Design, 31(4): 1752-1767, 2010, ISSN: 0261-3069.
CHEGDANI,
F.; EL MANSORI, M.; MEZGHANI, S.; MONTAGNE, A.: “Scale effect on
tribo-mechanical behavior of vegetal fibers in reinforced bio-composite
materials”, Composites Science and Technology, 150: 87-94, 2017, ISSN: 0266-3538.
HUSSAIN,
S.A.; PANDURANGADU, V.; PALANIKUAMR, K.: “Mechanical properties of
green coconut fiber reinforced HDPE polymer composite”, International Journal of Engineering Science and Technology, 3(11): 7942-7952, 2011, ISSN: 0975-5462.
JAJAM,
K.C.; TIPPUR, H.V.: “Quasi-static and dynamic fracture behavior of
particulate polymer composites: a study of nano-vs. micro-size filler
and loading-rate effects”, Composites Part B: Engineering, 43(8): 3467-3481, 2012, ISSN: 1359-8368.
KUMAR,
R.; KUMAR, K.; BHOWMIK, S.: “Optimization of mechanical properties of
epoxy based wood dust reinforced green composite using Taguchi method”, Procedia Materials Science, 5: 688-696, 2014, ISSN: 2211-8128.
KUMARI,
S.; SHEKHAR, A.; PATHAK, D.D.: “Synthesis and characterization of a Cu
(II) Schiff base complex immobilized on graphene oxide and its catalytic
application in the green synthesis of propargylamines”, RSC Advances, 6(19): 15340-15344, 2016, ISSN: 2046-2069.
LENGOWSKI,
E.C.; MUNIZ, G.B.; NISGOSK, S.D.; MAGALHÃES, W.L.E.: “Avaliação de
métodos de obtenção de celulose com diferentes graus de
cristalinidade.”, Forest Sciences/Scientia Forestalis, 41(98): 185-194, 2013, ISSN: 0015-749X.
MARINELLI,
L.A.; MONTEIRO, R.M.; AMBRÓSIO, D.J.; BRANCIFORTI, C.M.; KOBAYASHI, M.;
NOBRE, D.A.: “Desenvolvimento de compósitos poliméricos com fibras
vegetais naturais da biodiversidade: uma contribuição para a
sustentabilidade amazônica”, Polímeros: Ciência e Tecnologia, 18(2): 92-99, 2008, ISSN: 0104-1428, DOI: 10.1590/S0104-14282008000200005.
MISHRA,
S.; MOHANTY, A.K.; DRZAL, L.T.; MISRA, M.; PARIJA, S.; NAYAK, S.K.;
TRIPATHY, S.S.: “Studies on mechanical performance of biofibre/glass
reinforced polyester hybrid composites”, Composites Science and Technology, 63(10): 1377-1385, 2003, ISSN: 0266-3538.
MOHANTY,
A.K.; KHAN, M.A.; HINRICHSEN, G.: “Surface modification of jute and its
influence on performance of biodegradable jute-fabric/Biopol
composites”, Composites Science and Technology, 60(7): 1115-1124, 2000, ISSN: 0266-3538.
PATHAK,
A.K.; ACAROĞLU, M.; GUPTA, A.; YOKOZEKI, T.; DHAKATE, S.R.: “Improved
mechanical properties of carbon fiber/graphene oxide-epoxy hybrid
composites”, Composites Science and Technology, 135: 28-38, 2016, ISSN: 0266-3538.
PATNAIK,
A.; SATAPATHY, A.; DWIVEDY, M.; BISWAS, S.: “Wear behavior of plant
fiber (pine-bark) and cement kiln dust-reinforced polyester composites
using Taguchi experimental model”, Journal of composite materials, 44(5): 559-574, 2010, ISSN: 0021-9983.
PORRAS, A.; MARANON, A.; ASHCROFT, I.A.: “Optimal tensile properties of a Manicaria-based biocomposite by the Taguchi method”, Composite Structures, 140: 692-701, 2016, ISSN: 0263-8223.
RAGHAVENDRA,
G.; ACHARYA, K.S.; DEO, R.C.; MISHRA, P.: “Fabrication-modelling and
analysis on tribological performance of natural composites using taguchi
approach”, Procedia engineering, 38: 2635-2644, 2012, ISSN: 1877-7058.
SANCHEZ,
E.; CAVANI, C.S.; LEAL, C.V.; SANCHEZ, C.G.: “Unsaturated polyester
resin composite with sugar cane bagasse: influence of treatment on the
fibers properties”, Polímeros, 20(3): 194-200, 2010, ISSN: 0104-1428.
SATYANARAYANA,
K.G.; GUIMARÃES, J.L.; WYPYCH, F.: “Studies on lignocellulosic fibers
of Brazil. Part I: Source, production, morphology, properties and
applications”, Composites Part A: Applied Science and Manufacturing, 38(7): 1694-1709, 2007, ISSN: 1359-835X.
YU,
T.; REN, J.; LI, S.; YUAN, H.; LI, Y.: “Effect of fiber
surface-treatments on the properties of poly (lactic acid)/ramie
composites”, Composites Part A: Applied Science and Manufacturing, 41(4): 499-505, 2010, ISSN: 1359-835X.
ZUBER,
M.; KHALID, Z.M.; IJAZ B. A.; ZOBIA, A..; UMAIR, A.M.; JAWWAD, S.M.:
“Modification of cellulosic fibers by UV-irradiation. Part II: After
treatments effects”, International journal of biological macromolecules, 51(5): 743-748, 2012, ISSN: 0141-8130.
ARTÍCULO ORIGINAL
Caracterización de nanocompuestos de resina de poliéster con fibras de curauá y óxido de grafeno
Las
fibras naturales hoy en día juegan un papel importante como refuerzo en
materiales compuestos. El objetivo de este trabajo fue obtener los
parámetros adecuados para la fabricación de compuestos híbridos con
fibras de curauá y partículas manométricas de óxido de grafeno en matriz
de Poliéster buscando la variante óptima de mayor resistencia a
tracción e flexión. Las fibras de curauá se trataron con diferentes
disoluciones de NaOH y diferentes tiempos de inmersión, fueron
utilizados diferentes contenidos de fibra y diferentes contenidos de
óxido de grafeno. En el trabajo fue utilizado o método Taguchi para
determinar los experimentos necesarios e para evaluar los resultados. Se
realizaron micrografías utilizando o Microscopio Electrónico de
Barredura y Difractometria de rayos X para determinar la efectividad de
los tratamientos realizados. Fueron realizados ensayos mecánicos de
tracción y flexión y los resultados mostraron un incremento de la
resistencia a tracción media de 156% en relación al Poliéster puro y un
186 % de la resistencia a flexión.
Palabras clave:
Materiales compuestos; fibras vegetales; oxido de grafeno.
Actualmente
existe una busqueda creciente por los materiales ecológicamente más
alineados con el modelo de sustentabilidad ambiental, de la misma forma
como creció la conciencia ambiental frente a la destrucción del medio
ambiente provocada por el hombre. Por ese motivo las fibras vegetales
están siendo muy utilizadas por tener buenas propiedades mecánicas,
tienen bajo costo, es un material biodegradable con amplia
disponibilidad según Marinelli et al. (2008),
todos estos aspectos han tornado las fibras vegetales un potencial
sustituto de las fibras sintéticas. En este trabajo fue realizado el
estudio sobre la resistencia mecánica de materiales compuestos híbridos
en matriz de poliéster con nanopartículas de grafeno e utilizando la
fibra de curauá, la cual es la fibra vegetal de mayores propiedades
mecánicas y menor densidad entre todas las fibras vegetales. (Chegdani et al., 2017).
En el trabajo fue utilizada como matriz la resina poliéster insaturada
ortoftálica. Este tipo de resina ha sido muy utilizada para la
producción de compuestos debido a sus propiedades mecánicas y
versatilidad en sus aplicaciones, tiene baja absorción de agua y
capacidad de cura a la temperatura ambiente y transparencia (Sanchez et al., 2010).
Se
conoce de estudios anteriores reportados en la bibliografía, que con la
adición de partículas de elevada rigidez en el polímero mejoran las
propiedades del compuesto como la resistencia mecánica, y el módulo de
elasticidad/rigidez evitando fallas de las fibras en el sentido
transversal del laminado, por la colocación de partículas de refuerzo en
la región interlaminar dificultando la propagación de las grietas, de
tal forma que su desempeño es visiblemente mejorado (Abot et al., 2007, 2008).
Recientemente, se ha verificado que el óxido de grafeno puede ser
considerado más apropiado que el propio grafeno para ser utilizado como
cargas en nanocompuestos poliméricos, la principal razón de eso consiste
en la presencia de grupos oxigenados vinculados en la superficie, como
hidroxilo, epoxi, carbonilla y carboxilo y posible funcionalización
química del óxido de grafeno en la dirección de proporcionar más
afinidad con la matriz, resultando de este modo un compuesto con mayor
desempeño termomecánico (Jajam y Tippur, 2012).
De acuerdo con Pathak et al. (2016),
en un estudio reciente sobre el efecto proveniente de la adición de
óxido de grafeno en el compuesto a base de resina epoxi con fibra de
carbono reveló claramente la mejoría de propiedades mecánicas, sobretodo
en la resistencia a flexión, la cual tuvo un aumento de 66% y el módulo
de elasticidad de 70% con la adición de 0,3% p de óxido de grafeno.
Esta mejoría al producir un nanocompuesto híbrido, está basado en una
interacción sólida tanto física como química de la fase dispersa con la
matriz y que las partículas de refuerzo en compuestos deben poseer
características peculiares, como por ejemplo los grupos funcionales con
afinidad química, que incrementen esa aproximación entre la matriz y la
carga (Kumar et al., 2014; Kumari et al., 2016).
En
común con todas las fibras naturales la celulosa es uno de los
principales componentes y su importancia consiste en proporcionar la
resistencia mecánica a la fibra. La celulosa es un polisacárido que
tiene en su composición los elementos carbono, oxigeno e hidrogeno. La
celulosa presenta dos formas polimorfas tipo I y II en el cual la
primera corresponde a la ordenación de la cadena celulósica como
encontrada en la naturaleza, con mayor resistencia que la forma
polimórfica II la cual se obtiene por medio del proceso de mercerización
o regeneración de la celulosa nativa (Zuber et al., 2012). En la Figura 1 se muestra la transformación polimorfa de la celulosa de tipo I en II.
FIGURA 1.
Transformación polimorfa de la celulosa de tipo I en II (Zuber et al., 2012).
Tratamientos químicos de modificación de la
superficie de la fibra son ampliamente usados para optimizar la unión
fibra/matriz. Parámetros como tipo de tratamiento, concentración de la
solución y tiempo de inmersión de las fibras en las disoluciones son
elementos muy importantes para alcanzar el comportamiento mecánico
óptimo de los compuestos según Yu et al. (2010) y Porras et al. (2016),
por ese motivo en este trabajo fue estudiado el tratamiento con
hidróxido de sodio con diferentes concentraciones y diferentes tiempos
de inmersión.
En el trabajo fueron estudiados
varios parámetros como el contenido de fibra y contenido de óxido de
grafeno además de los parámetros del tratamiento químico como
concentración de las disoluciones de hidróxido de sodio y el tiempo de
inmersión de las fibras en esas disoluciones fue utilizado el método
Taguchi para integrar el estudio de todos los parámetros y maximizar el
desempeño del material compuesto. El método Taguchi se ha utilizado en
varios trabajos con muy buenos resultados de confiabilidad, optimización
en el análisis de los resultados y economía en el diseño de experimento
integrando los parámetros de procesamiento (Kumar et al., 2014; Kumari et al., 2016).
Este método permite la optimización del desempeño de los materiales
ajustando los parámetros de procesamiento a través de un robusto diseño
experimental, que tiene la capacidad de analizar muchos parámetros con
menos experimentos que en experimentos tradicionales. De hecho, esta
técnica, ampliamente utilizada para mejorar la cualidad de artículos o
productos fabricados, fue recientemente implementada en la fabricación
de compuestos verdes, como estudiar y mejorar el comportamiento a
desgaste de compuestos de fibras naturales y optimizar las propiedades
mecánicas (Biswas y Satapathy, 2010; Raghavendra et al., 2012).
El método Taguchi es una poderosa herramienta de análisis para conducir
trabajos experimentales abarcando el estudio de múltiples parámetros,
el método usa matrices ortogonales en la determinación del mínimo número
de experimentos necesarios para obtener las informaciones suficientes
para determinar valores óptimos de los factores evaluados (Patnaik et al., 2010; Hussain et al., 2011; Pathak et al., 2016).
El
objetivo del trabajo fue determinar la influencia de estos factores en
la resistencia mecánica del compuesto dada por el esfuerzo de tracción y
de flexión.
El
material utilizado para la matriz fue la resina poliéster insaturada
ortoftálica producida a partir del ácido ortoftálico fornecido por la
Empresa Redilease en la ciudad de São Paulo, Brasil, las fibras de
Curauá fueron suministradas por SENAI de la ciudad de Santarém, Estado
del Para, Brasil y el óxido de grafeno fue obtenido en el Laboratorio de
Semi-Industrial de la Facultad de Química de la Universidad de São
Paulo.
Los factores que se estudiaron en este
trabajo fueron: el contenido de fibra de curauá en peso, la
concentración de la disolución de hidróxido de sodio para el tratamiento
de la fibra, el tiempo de exposición de las fibras en cada disolución y
el contenido de partículas nanométricas de óxido de grafeno (Tabla 1).
Los contenidos de fibras utilizados fueron: 10, 20 y 30% en peso, las
concentraciones de hidróxido de sodio utilizadas fueron de 2,5; 5 y 10%
en peso, los tiempos de permanencia de las fibras en las disoluciones
correspondientes fueron de 2, 4 y 8 horas y las cantidades de óxido de
grafeno utilizadas fueron de 0,1; 0,5 y 1% en peso.
Primeramente
fue realizado un diseño de experimentos utilizando el método Taguchi
según el software MINITAB17, con el cuál se disminuyó considerablemente
el número de probetas de los cuerpos de pruebas. La Tabla 1 muestra el diseño de Taguchi L9 (34) (ordenamiento ortogonal) determinado en el Software MINITAB 17. L9 significa 9 corridas del 9 cuerpos de prueba. El término 34
significa 4 factores con 3 niveles cada uno. Si se utilizara el diseño
factorial completo, éste tendría 81 corridas. El arreglo L9 (34)
es una fracción del diseño factorial completo que corresponde a solo 9
corridas. En este ordenamiento ortogonal; los niveles de los factores se
ponderan de igual manera a lo largo de todo el diseño (Yu et al., 2010).
Las columnas de la tabla representan los factores de control, las filas
de la tabla representan las corridas (combinación de niveles de
factores) y cada celda de la tabla representa el nivel del factor para
esa corrida como se muestra en la Tabla 2.
TABLA 1.
Factores y niveles de los experimentos según el diseño de Taguchi (34), MINITAB 17
Factor
Nivel 1
Nivel 2
Nivel 3
A: Contenido de fibra (p%)
10
20
30
B: Concentración de la disolución de hidróxido de sodio (p%)
2.5
5
10
C: Tiempo de exposición de las fibras (h)
2
4
8
D: Contenido de partículas nanométricas de óxido de grafeno (p%)
0.1
0.5
1
TABLA 2.
Representación de la matriz de Taguchi (L9)
N
A
B
C
D
1
1
1
1
1
2
1
2
2
2
3
1
3
3
3
4
2
1
2
3
5
2
2
3
1
6
2
3
1
2
7
3
1
3
2
8
3
2
1
3
9
3
3
2
1
La parte experimental comenzó con la
preparación de las disoluciones de hidróxido de sodio y la colocación de
las fibras en las disoluciones correspondientes, las cuales fueron
retiradas de las disoluciones según los tiempos planificados. Después de
retiradas, las fibras fueron bien enjuagadas en agua destilada hasta
obtener un PH 7 y después fueron secadas en una estufa a 60ºC por 24
horas y a 90ºC por 2 horas. Posteriormente para conocer la efectividad
de los tratamientos químicos realizados, fibras de cada grupo fueron
observadas a través del microscopio electrónico de barredura. La
utilización de la microscopía electrónica de barredura fue ejecutada con
el objetivo de observar la magnitud del efecto del tratamiento alcalino
realizado sobre las fibras naturales, dado por la separación de las
fibrillas de celulosa y la rugosidad superficial de la fibra lo que debe
permitir una mayor adhesión entre la fibra y la matriz (Satyanarayana et al., 2007).
Fue utilizado un microscopio electrónico de barredura Philips XL-30 con
detector de electrones secundarios adecuado en el Laboratorio del
Departamento de Ingeniería Metalúrgica y de Materiales de la Universidad
de São Paulo.
Posteriormente fueron realizadas
difracciones de rayos X en cada grupo de fibra correspondiente, el
objetivo del análisis con difracción de rayos X fue la determinación de
las fases presentes en las muestras de fibras de curauá tratadas con
diferentes condiciones de tratamiento y determinar la cristalinidad en
cada tipo de fibra. Los análisis fueron realizados en un difractómetro
de rayos X de marca Rigaku disponible en el Laboratorio del Departamento
de Ingeniería Metalúrgica y de Materiales de la Universidad de São
Paulo, con fuente de radiación CuKα. Las condiciones de difracción
fueron de paso igual a 0,04º, tiempo por paso de 4 segundos en el
intervalo de 2θ entre 0 y 40º.
Para realizar los
ensayos mecánicos se fabricaron probetas por delaminación en un molde
abierto con las dimensiones según la norma ASTM. ASTM D638 (2004)
con composiciones que variaron en función de los experimentos
planificados en la matriz de Taguchi. Los ensayos mecánicos de tracción y
de flexión fueron realizados en la máquina de tracción KRATOS® 5002
disponible en el Laboratorio del Departamento de Ingeniería Metalúrgica y
de Materiales de la Universidad de São Paulo.
En la Figura 2
se pueden observar las micrografías de las fibras de curauá tratadas y
no tratadas donde se puede observar el efecto del tratamiento con NaOH
en la morfología de las fibras (Figuras 2b y 2c) en coMParación con las fibras no tratadas (Figura 2a).
Estudios
con materiales lignocelulósicos entre ellos sobre la propia fibra de
curauá apuntan para una reflexión en el plano cristalográfico (002) con
mayor intensidad, que corresponde a los planos de rede de los anillos
glicosidicos que son la estructura más densa de la celulosa del tipo I
correspondiente al ángulo 2θ = 22º. Junto a ella también son observados
otros dos picos de menor intensidad en 16º y 35º los cuales tienen por
sus planos respectivos (101) y (040). Con os resultados obtenidos en el
difractômetro fueron calculados los índices de cristalinidad de las
fibras de curauá utilizándose el método empírico de Segal que fornece un
valor aproximado de cristalinidad (Lengowski et al., 2013). Los resultados de cristalinidad obtenidos se encuentran en la Tabla 3.
En la Figura 2 se pueden observar las micrografías de las fibras tratadas y no tratadas.
FIGURA 2.
Micrografías de las
fibras: a) Sin tratamiento, b) con tratamiento de 5% de NaOH y tiempo de
inmersión de 4 horas c) con tratamiento de 10% de NaOH y tiempo de
inmersión de 4 horas.
En la Figura 3:
se muestran los difratogramas de las fibras sin tratamiento y con
tratamiento de NaOH de 5% y 10% con tiempo sometido a la disolución de 4
horas y en la Tabla 3, se pueden observar los valores de cristalinidad obtenidos en cada fibra correspondiente.
FIGURA 3.
Difractogramas de las fibras sin tratamiento y con tratamiento de 5% y 10% por 4 horas.
TABLA 3.
Resultado del Índice de
cristalinidad (%) en función de la concentración de hidróxido de sodio y
del tiempo de exposición de las fibras en las disoluciones
Concentración de NaOH / Tiempo de inmersión
2 horas
4 horas
8 horas
0
32
32
32
2,5
35
36
38
5,0
38
48
46
10,0
42
47
46
El ensayo de tracción fue realizado con una
célula de carga inicial de 2 000 kgf con una velocidad de 5 mm/min. El
ensayo de flexión transcurrió con una carga inicial de 2 500 kgf con una
velocidad de 3 mm/min. Los parámetros de la fuerza y de la velocidad
fueron registrados mediante la transmisión al computador vía sistema de
datos LYNX® ADS 2000. Los valores obtenidos de resistencia máxima a
tracción y flexión para la resina de poliéster pura se encuentran en la Tabla 4
y los valores obtenidos de resistencia máxima a tracción y flexión para
los diferentes materiales fabricados según el Diseño de experimento de
Taguchi se encuentran en la Tabla 5.
TABLA 4.
Resultados obtenidos en los ensayos experimentales para la resina de Poliéster pura
Fibra (%)
NaOH (%)
Tiempo (H)
Oxido de Grafeno (%)
Esfuerzo de tensión (MPa)
Módulo de elasticidad (MPa)
Elongación (%)
Esfuerzo de flexión (MPa)
0
0
0
0
25.95±0.43
293.78
20.90
19±0.23
Para determinar la configuración óptima de
los parámetros para maximizar las propiedades de tracción y flexión, los
datos experimentales se transformaron en una relación señal/ruido (S/R)
para el análisis. Como el objetivo del análisis de Taguchi es maximizar
la resistencia a tracción y la resistencia la flexión, la relación S/R
fue seleccionada en el software MINITAB 17 como “Mejor es mayor” (MEM),
que se calcula como una transformación logarítmica de la función de
pérdida, como se muestra en la ecuación 1, cuyos valores obtenidos a través del software MINITAB 17 para cada caso se encuentran en la Tabla 5.
(1)
donde:
η
- Relación señal ruido (dB)
n
- Es el número de observaciones,
Y
- Son los valores de respuesta obtenidos en los ensayos (salida).
TABLA 5.
Resultados obtenidos en
los ensayos experimentales y análisis correspondiente de la Relación
Señal/Ruido obtenida por el Software MINITAB 17
Resultados de los ensayos de resistencia a tracción y a flexión
La Tabla 5
muestra los resultados del diseño experimental de Taguchi, presentando
los valores medios de resistencia a tracción y flexión obtenidos en los
ensayos experimentales y sus valores de S/Rs respectivos para cada
ensayo. La resistencia media a tracción de los 9 ensayos fue de 40,69
MPa con una relación media de Señal/Ruido de 32,08 dB y la resistencia
media a flexión fue de 35,42 MPa, con una relación media de Señal/Ruido
de 30,84 dB. El mejor comportamiento de tracción fue encontrado para el
ensayo No. 8 y el más bajo para el ensayo N.1, que también coincide con
el mejor y peor resultado de flexión.
Resultados del análisis de los valores medios de resistencia e de relación Señal/Ruido (S/R)
Para
analizar el efecto de cada factor en las propiedades de tracción y
flexión, se realizó el análisis de las medias (ANOM), a través del
Software MINITAB 17. Este análisis implica calcular el promedio de los
criterios de respuesta para cada nivel de factor. El promedio más alto
de respuesta se selecciona para determinar el nivel óptimo para cada
factor. Las Figuras 4 y 5 resumen los resultados de análisis ANOM para la resistencia a tracción y a flexión respectivamente.
FIGURA 4.
Resultados de análisis ANOM para el esfuerzo a tracción (MINITAB 17).
FIGURA 5.
Resultados de análisis ANOM para el esfuerzo a flexión (MINITAB 17).
El análisis de las medias ANOM se realizó también para la relación Señal/Ruido (S/R). Las Tablas 6 y 7
muestran los resultados del análisis ANOM para S/R correspondiente a la
resistencia a tracción y a flexión, respectivamente. Los puntos de
ajuste de nivel de factor óptimo fueron aquellos con la relación S/R más
alta. Este análisis muestra la mejor respuesta con el menor efecto
debido al ruido. La combinación óptima de los parámetros de proceso para
las propiedades de tracción y flexión máxima fue de A3, B2, C3, D2.
Este resultado coincide con el análisis de las medias ANOM realizado
para las medias de la resistencia a tracción y a flexión.
TABLA 6.
Valores medios de la relación S/R (dB) de cada factor correspondiente a los resultados de resistencia a tracción
Nivel
A: Contenido de fibra (% en peso)
B: Concentración de NaOH (% en peso)
C:Tiempo de exposición (horas)
D: Contenido de óxido de grafeno (% en peso)
1
30,44
31,4
32,06
32,02
2
32,37
32,64
32
32,35
3
33,43
32,20
32,18
31,86
TABLA 7.
Valores medios de la relación S/R (dB) de cada factor correspondiente a los resultados de resistencia a flexión
A
partir de las micrografías obtenidas se pudo observar el efecto del
tratamiento con NaOH donde se nota la extracción de hemicelulosa y
lignina y modificaciones en la composición química de las fibras,
inclusive su aspecto morfológico en el cuál se puede observar claramente
diversas fibrillas de celulosa. Los cambios estructurales comienzan a
ser más expresivos en la misma proporción en que el tiempo de
tratamiento es prolongado. Estos cambios son de importancia fundamental
sobretodo en compuestos poliméricos reforzados con fibras vegetales,
pues ejercen influencia sobre el desempeño mecánico ya que las
alteraciones estructurales son ventajosas en el sentido de facilitar el
interpenetramiento de la matriz polimérica en partes internas de las
fibras, mejorando de esta manera, la adhesión y por tanto la resistencia
mecánica del compuesto.
Sobre el difractograma realizado como se puede observar en la Figura 3 y la Tabla 3
se puede constatar la eficiencia del tratamiento de 5% en relación a
las fibras sin tratamiento e inclusive la de 10%. Se puede observar que
el segundo pico de la curva correspondiente a la concentración de 5% es
mucho más intenso del que las otras curvas anunciando que existe mayor
concentración de fase celulósica del tipo I que en las otras muestras.
Se puede observar que en el pico del tratamiento de 10% hay un cambio
con el surgimiento de dos picos, según la literatura, esto es
consecuencia de la transformación de la fase celulósica del tipo I para
tipo II lo que hace disminuir la resistencia mecánica de los materialess
(Lengowski et al., 2013). Por
tanto, el exceso de deslignificación puede dañarr la propia fibra porque
pasa a destruir una parte de la estructura cristalina, en consecuencia
una reducción de la capacidad de refuerzo a la matriz.
De
acuerdo con los resultados el aumento del contenido de fibra de curauá
hasta un 30% en peso aumentó los valores de resistencia a tracción y a
flexión debido a mayor interacción entre la matriz y la fibra, habiendo
de esta manera, una distribución más uniforme de tensiones a través del
cuerpo del compuesto. De trabajos anteriores se sabe que aumentos del
contenido de fibra mayor del 30% no introduce aumentos en la resistencia
mecánica de los compuestos debido a la baja impregnación de la
interface de fibra/matriz, que causan la deslaminación del compuesto (Mohanty et al., 2000).
El tratamiento químico aplicado a las fibras fue más efectivo cuando se
utilizaron soluciones de media concentración y largos tiempos de
tratamiento. Este resultado de tratamiento químico es consistente con
las recomendaciones de la literatura Yu et al. 2010),
ya que muestran altas concentraciones químicas y reducen las
propiedades mecánicas debido a la despolimerización de la celulosa y un
excesivo proceso de deslignificación de la fibra (Mishra et al., 2003).
Sin embargo, son necesarios largos tiempos de tratamiento para eliminar
las impurezas y ceras. De acuerdo con los gráficos de efectos
principales medios (ANOM), el tiempo de tratamiento tiene un mayor
efecto sobre el rendimiento mecánico del compuesto, mientras que
concentraciones altas de hidróxido de sodio disminuye la resistencia a
tracción y a flexión. A través del gráfico de análisis de las medias
(ANOM) se puede observar que la concentración de la carga sintética más
adecuada en el experimento fue de 0,5% en peso y que para aumentos
mayores de óxido de grafeno el compuesto presenta perdidas de desempeño
mecánico lo que puede ser justificado por la aglutinación entre las
cargas pasando a perjudicar una buena homogeneización, originando como
puntos fragilizadores.
A
través de los resultados del trabajo se muestra que la utilización de
dos tipos de refuerzo en una misma matriz polimérica resultó en un
aumento considerable de la resistencia del compuesto en relación a la
matriz pura de poliéster. Se obtuvo una resistencia a tracción media de
40,69 MPa lo que representa un 156% en relación al poliéster puro y una
resistencia a flexión media de 35,42 MPa, que representa un 186% en
relación a la resistencia a flexión del Poliéster puro.
A
través de los resultados obtenidos fue posible verificar el efecto
positivo del incremento de la fibra de curauá hasta un 30 p%, también el
tratamiento alcalino de la fibra tuvo un incremento en la resistencia
mecánica de compuestos en matriz de resina poliéster para
concentraciones medias y tiempos de inmersión prolongados. Además disto,
la adición del óxido de grafeno en concentraciones hasta 0,5%p
contribuyó con el aumento del límite de resistencia a tracción y a
flexión del compuesto.
AGRADECIMIENTOS
Los
autores agradecen la colaboración de la Universidad del Estado de
Amazonas (UEA) y de la Universidad del Estado de São Paulo (USP).