Translate PaperOriginal Article http://opn.to/a/8mMba
http://opn.to/a/8mMbaEvaluation of Centrifugal Pumps in a Silage Feed Processing Plant for Pigs
M.Sc. Arelys Vázquez-Peña [I] [*]
Dr.C. Verena Torres-Cardenas [I]
Dr.C. Fermín Raúl Cobo-Cuña [I]
Dr.C. Antihus Hernández Gómez [II]
Lic. Alejandro Ruiz-González [I]
Dr.C. Caridad Walkiria Guerra-Bustillo [II]
[I] Instituto de Ciencia Animal, San José de las Lajas, Mayabeque, Cuba.
[II] Universidad Agraria de La Habana, San José de las Lajas, Mayabeque, Cuba.
[*] Author for correspondence: Arelys Vázquez-Peña, e-mail: avazpe2015@gmail.com
ABSTRACTThe work was carried out with the objective of determining how often the centrifugal pumps for industrial silage production have to work in the "Héctor Molina" plant of the Municipality of San Nicolás de Bari in Mayabeque, Cuba. That technology was developed by the Institute of Animal Science (ICA) and it uses by-products and wastes from the sugar industry and agricultural production for animal feed. To determine the frequency, the sedimentation rate (v) of the solids in the liquid raw materials (thermolised Saccharomyces cerevisiae yeast cream, concentrated vinasse) and the silage feed was calculated. For that, three experiments were carried out, each one with 10 graduated test tubes. Initial height of each test tube and height of descendant interfaces at different time intervals were measured and the behavior of the variable sedimentation vs. time was analyzed with statistical criteria. It was obtained that the (v) of the vinasse, cream and silage are 1,58 E-6 m / s, 2,76 E-07 m / s, and 1,55 E-07m / s, respectively. It is concluded that the centrifugal pump must recirculate the vinasse and the cream to maintain a stable chemical composition every 4 h and 12 h. The silage should be recirculated every 58 h to facilitate the extraction of the final product from the silos and the model that best describes the sedimentation of CSF is the quadratic model.
INTRODUCTIONCentrifugal pumps are hydraulic machines that transform a mechanical work into another of hydraulic type according to Cherkasski (1986), Ramos (1994) and Fernández (2017), which are used in most industrial processes for the transfer of fluid from one place to another. Consequently, their use has increased according to Pérez (2004) and Reyes and Izquierdo (2007), from small pumps for domestic purposes to large machines for industries and supplying cities (Pérez, 2004).
One of the industries that uses centrifugal pumps in Cuba is the sugar industry according (Moreno et al. (2018) and the plants for the production of Cuban Silage Feed (CSF) belonging to this sector are not the exception. Eleven unique plants of their type with a capacity of 45 t / 8 h are the result of several studies that led to their extension throughout the country (Lezcano et al., 2017). Overexploitation of pumps in industries and their abuse can shorten their useful life.
This new liquid food is made from the mixture of by-products and wastes from the sugar industry (honey B, thermolised Saccharomyces cerevisiae yeast cream, concentrated vinasse) and agricultural surpluses according to Lezcano et al. (2016). It has raw materials (yeast cream and vinasse) that sediment and generate a final product with solids in suspension, which also deposit in the bottom as a sediment. This technology was developed by ICA and received the category of patent through resolution 2013-0122 (Lezcano et al., 2016).
Sedimentation is the operation that consists of separating from a suspension, a clear liquid supernatant on the surface and a sludge that is deposited on the bottom that has a high concentration of solid matters. The gravitational field acts as a driving force in this operation (Smith and Harriot, 2002). For the selection of the type of pump to be used for the recirculation and impulsion of liquids in industrial processes, it is necessary to know the properties of these and see how the solids present in them behave and at what speed they settle.
This work was developed in "Héctor Molina" plant, San Nicolás de Bari, Municipality of Mayabeque, Cuba. It aims to determine how often centrifugal pumps have to work for industrial silage production to maintain a stable chemical composition according to the parameters established in the process of obtaining the CSF on an industrial scale and analyze the behavior of the variable sedimentation vs. time with statistical criteria.
METHODSA sedimentation velocity study was carried out in order to know the variation over time of the phases in which the liquid raw materials are divided (concentrated vinasse, Saccharomyces cerevisiae yeast cream thermolised) and the CSF. Those are the aspects to be taken into account to propose the frequency with which the liquid raw materials should be recirculated to maintain a stable chemical composition and the CSF for the non-sedimentation in the silos.
Methodology to determine sedimentation rateTo determine the sedimentation rate of the solids, three experiments, different according to the products to be studied, were carried out.
Experiment 1: Determine the sedimentation rate of cream of thermolised Saccharomyces cerevisiae yeast.
Experiment 2: Determine the sedimentation rate of the concentrated vinasse.
Experiment 3: Determine the sedimentation rate of the CSF.
Sedimentation tests were performed in the Institute of Animal Science, IAS laboratory by the method of Coe (1916), where the sedimentation velocity of the solids is obtained. From the experimental data, slope values at the origin were determined, - (dh / dt), which coincide with the sedimentation velocities (v) and the sedimentation theory according to Kynch (1952), who considers sedimentation velocity (v) only depends on the concentration. Each sedimentation test (corresponding to each experiment) was carried out with 10 graduated glass test tubes of 250 mL capacity, which have a graduated height scale. The time was measured with a digital chronometer: Oregon Scientific Mark, Model SL210, from zero to 24 h, precision 0.01s. The test tube was illuminated at the back with a flexible lamp, to better observe the advance of the interface.
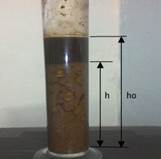
The product was introduced into the graduated test tubes, up to height (h0), shaken and the test tube were deposited on a horizontal surface (Figure 1), at which time the digital chronometer was started. Measurements of the descendant interface height were taken at intervals of 10, 20, 30 min during the first 5 h and every 1, 2, 3, 4, 6, 12 and 24 h after the fifth hour, until the end of the study. The behavior of the height of the interfaces in the test tubes (TT) in each time interval and the initial and final parameters (h0, hi) in time for each test tube were determined, which determines the sedimentation rate for each test.
Test tube of sedimentation.
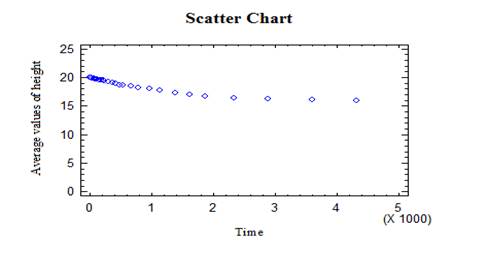
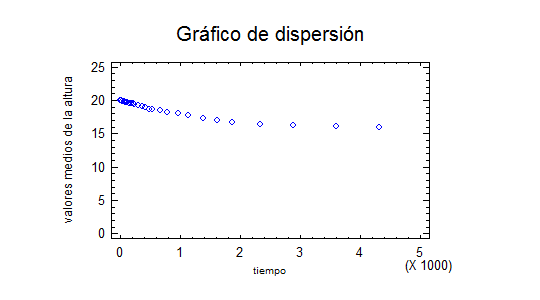
Statistical - Mathematical AnalysisTo describe the relationship between CSF sedimentation and time, first and second order simple linear regression models were tested according to what was suggested by the scatter chart between these variables (Figure 2). The selection of the best fit model was based on the goodness-of-fit criteria provided by Guerra et al. (2003), which were: coefficient of determination R
2 and R
2 adjusted for the degrees of freedom, significance of the parameters and the model and the residual mean square (RMS). The analysis was done with the STATGRAPHICS Centurion XVI software (Statgraphics Centurion, 2012).
Scatter chart for sedimentation of the CSF.
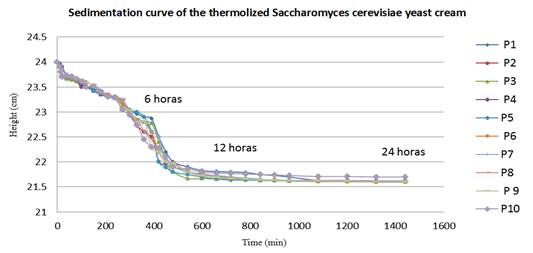
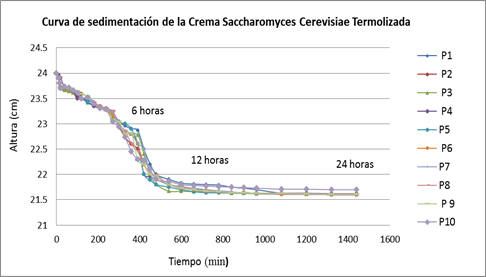
RESULTS AND DISCUSSIONExperiment 1: Results of sedimentation rate of cream of thermolised Saccharomyces cerevisiae yeast.In the sedimentation test, the height of the interfaces in time and the sedimentation rate is obtained. It was observed that after 360 min (6 h) the product began to separate in two phases and at 540 min (9 h) there is a concentration of the particles in the bottom of the test tubes. The suspended particles developed a sedimentation rate of 2.76 E-7 m/s. It is observed (Figure 3) the behavior of each test tube (P1, P2, ..., P10), that according to the results, the thermolised Saccharomyces cerevisiae yeast cream has to be recirculated every 12h to be used in the agro-industrial process.
Sedimentation curve of the cream of thermolised Saccharomyces cerevisiae yeast.
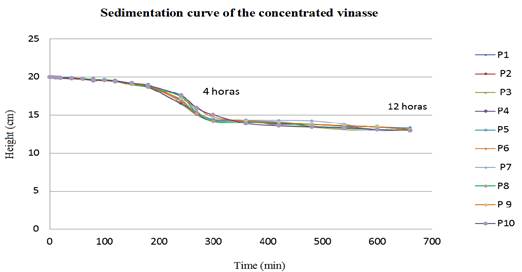
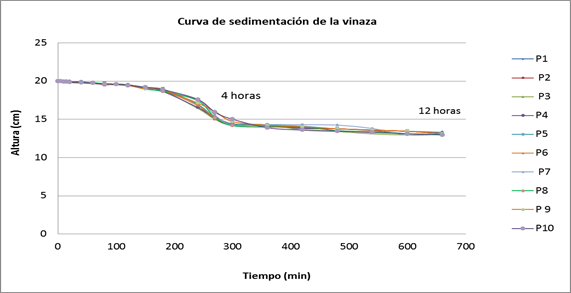
Experiment 2: Results of the sedimentation velocity of the concentrated vinasseIn the sedimentation test, the height of interfaces is obtained in time and the speed at which it sediments. It was observed that after 240 min (4 h) the product began to separate in two phases and at 300 min (5 h) there was a higher concentration of the particles in the bottom of the test tubes. In the concentrated vinasse the particles in suspension became sediment at 1.58 E-6 m/s.
It is observed (Figure 4) how the concentrated vinasse behaved for each test tube and according to the results, the concentrated vinasse has to be recirculated every 4 h, to be used in the agro-industrial process.
Sedimentation curve of the concentrated vinasse.
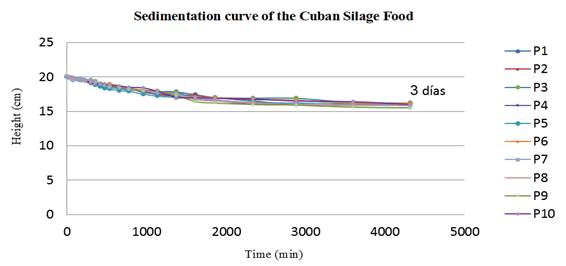
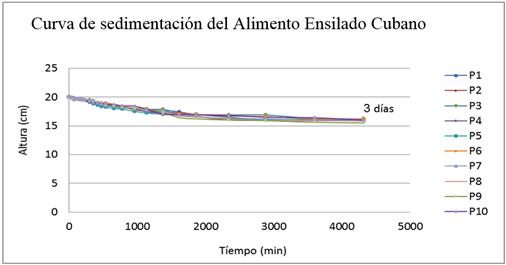
Experiment 3: Results of CSF sedimentation rateIn the sedimentation test of the CSF, the height of the interfaces in time and the speed at which the CSF sediments are obtained. It was observed that starting at 58 h the product began to separate into phases. Sweet potato particles remained on the surface of the test tubes, which, when absorbing the liquids of the mixture, increased their weight, as the liquids had a higher density than the sweet potato. Sweet potato particles began to compact at the third day of slow dropping (1.55 E-7 m/s).
It is observed (Figure 5) the behavior of the CSF for each of the test tubes and it is considered that it has to be recirculated, to avoid the compaction in the silos, action that improves the agro-industrial process.
Sedimentation curve of the Cuban Silage Food.
It was demonstrated that the products studied must be recirculated and concentrated vinasse developed greater sedimentation speed (1.58 E-6 m/s) with respect to the thermolised Saccharomyces cerevisiae yeast cream (2.76 E-07 m/s) and the SF (1.55 E-07 m/s).
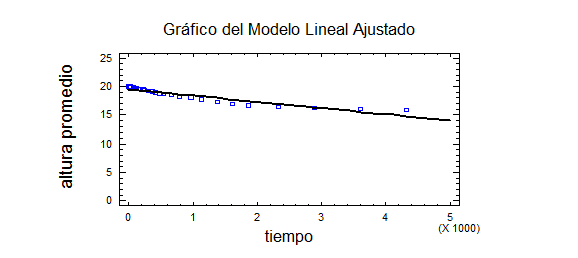
Table 1 shows the results obtained for the goodness-of-fit criteria of the adjusted models. It is observed that the two models are statistically significant as well as their corresponding parameters at a significance level of 0.05, given by the corresponding values of p. The values adjusted of R
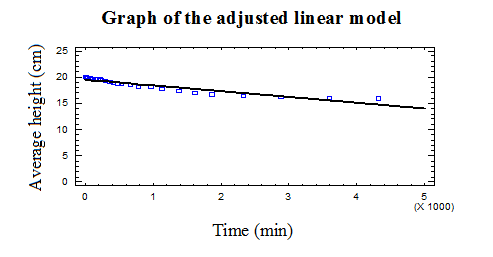
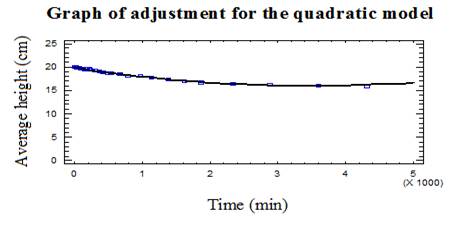
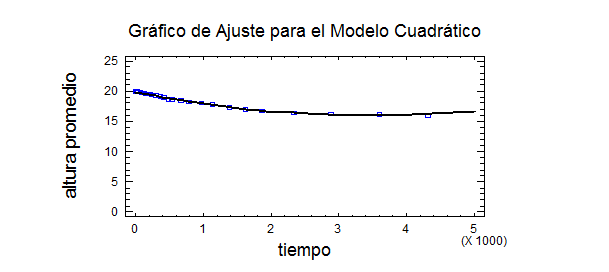
2 for the first and second order linear model were 87.65% and 99.5%, respectively, and it was higher in the quadratic model. On the contrary, the value of the RMS decreased from the linear model of first order to the quadratic model. Figures 6 and 7 show the graphs for the linear and quadratic models adjusted, respectively.
Adjusted quadratic model.
With respect to compliance with the assumptions of experimental errors for the two adjusted models (normality, non-correlation and homoscedasticity), the residuals were standardized to identify them with the normal distribution with mean 0 and variance 1, which includes compliance with the assumption of homogeneous variance, being this 1. In Table 2, the fulfillment of these assumptions is shown. It is observed that the two adjusted models have the same behavior in this regard.
According to the above criteria, the model that best describes the sedimentation of the CSF is the model of second order of expression:
Based on the criterion of the first derivative for the expression of the quadratic model, it is estimated that the minimum value of the sedimentation of the CSF is of 15.91 cm at approximately 3490 minutes (58 h).
CONCLUSIONS
The centrifugal pump must recirculate the cream of thermolised Saccharomyces cerevisiae yeast and the concentrated vinasse every 12 h and 4 h, respectively, so that they can be used with a stable chemical composition in the agro-industrial process.
The centrifugal pump must recirculate the CSF every 58 h to avoid compaction in the silos, an action that improves the dispatch process and the delivery of a homogeneous product.
Maintaining the stability of raw materials and complying with the technological process proposed on an industrial scale to produce CSF, allows obtaining a behavior similar to that studied and in correspondence with the quadratic model.
Traducir DocumentoArtículo Originalhttp://opn.to/a/8mMbaEvaluación de las bombas centrifugas en una planta procesadora de alimento ensilado para cerdos
M.Sc. Arelys Vázquez-Peña [I] [*]
Dr.C. Verena Torres-Cardenas [I]
Dr.C. Fermín Raúl Cobo-Cuña [I]
Dr.C. Antihus Hernández Gómez [II]
Lic. Alejandro Ruiz-González [I]
Dr.C. Caridad Walkiria Guerra-Bustillo [II]
[I] Instituto de Ciencia Animal, San José de las Lajas, Mayabeque, Cuba.
[II] Universidad Agraria de La Habana, San José de las Lajas, Mayabeque, Cuba.
[*] Autor para correspondencia: Arelys Vázquez-Peña, e-mail: avazpe2015@gmail.com
RESUMENEl trabajo se realizó con el objetivo de determinar con qué frecuencia tienen que trabajar las bombas centrífugas para la producción de ensilado a escala industrial en la planta “Héctor Molina” del Municipio San Nicolás de Barís en Mayabeque, Cuba. Tecnología desarrollada por el Instituto de Ciencia Animal (ICA), que aprovecha subproductos y desechos de la industria azucarera y de las producciones agrícolas, para la alimentación animal. Para determinar la frecuencia se calculó la velocidad de sedimentación (v) de los sólidos en las materias primas líquidas (crema de levadura Saccharomyces cerevisiae termolizada, vinaza concentrada) y el alimento ensilado, para esto se realizaron tres experimentos cada uno con 10 probetas aforadas, se midieron la altura inicial de cada probeta, la altura de interfases descendientes a diferentes intervalos de tiempo y se analizó el comportamiento de la variable sedimentación vs tiempo con criterios estadísticos. Se obtuvo que la (v) de la vinaza, la crema y del ensilaje son de 1,58 E-6 m/s, 2,76 E-07 m/s, y 1,55 E-07 m/s respectivamente. Se concluye que la bomba centrifuga debe recircular la vinaza y la crema para mantener una composición química estable cada 4 h y 12 h. El ensilaje debe recircularse cada 58 h para facilitar la extracción del producto final de los silos y el modelo que mejor describe la sedimentación del AEC es el modelo cuadrático.
INTRODUCCIÓNLas bombas centrífugas son máquinas hidráulicas que transforman un trabajo mecánico en otro de tipo hidráulico según Cherkasski (1986); Ramos (1994) y Fernández (2017), que se utilizan en la mayoría de los procesos industriales para el trasiego de fluido de un lugar a otro, en consecuencia su uso se ha incrementado según Pérez (2004); Reyes e Izquierdo (2007), desde pequeñas bombas para fines doméstico hasta grandes máquinas para industrias y abastecimiento de ciudades (Pérez, 2004).
Una de las industrias que en Cuba utiliza las bombas centrífugas, es la industria azucarera según (Moreno et al. (2018) y las plantas para la producción de alimento ensilado cubano (AEC) pertenecientes a este sector no son la excepción. Once plantas únicas de su tipo con capacidad de 45 t/8 h son el resultado de diversos estudios que conllevaron a su extensión por todo el país (Lezcano et al., 2017). La sobreexplotación de las bombas en las industrias y su uso indebido pueden acortar su vida útil.
Este nuevo alimento líquido, se elabora a partir de la mezcla de subproductos y desechos de la industria azucarera (miel B, crema de levadura Saccharomyces cerevisiae termolizada, vinaza concentrada) y excedentes de la agricultura según Lezcano et al. (2016), tiene materias primas (crema de levadura y vinaza) que sedimentan que dan lugar a un producto final con sólidos en suspensión que al igual sedimenta. Tecnología que se desarrolló por el ICA, que recibió la categoría de patente mediante la resolución 2013-0122 (Lezcano et al., 2016).
La sedimentación es la operación que consiste en separar de una suspensión, un líquido claro que sobrenada en la superficie y un lodo que se deposita en el fondo que posee una concentración elevada de materias sólidas. Como fuerza impulsora en esta operación actúa el campo gravitatorio (Smith y Harriot, 2002). Para la selección del tipo de bomba a utilizar para la recirculación e impulsión de los líquidos en procesos industriales se hace necesario conocer las propiedades de estos y ver cómo se comportan los sólidos presentes en ellos y a qué velocidad sedimentan.
El siguiente trabajo tiene como objetivo determinar con qué frecuencia tienen que trabajar las bombas centrífugas para la producción de ensilado a escala industrial en la planta “Héctor Molina” del Municipio San Nicolás de Bari en Mayabeque, Cuba, para mantener una composición química estable acorde a los parámetros establecidos en el proceso de obtención del AEC a escala industrial y analizar el comportamiento de la variable sedimentación vs tiempo con criterios estadísticos.
MÉTODOS Se realizó un estudio de la velocidad de sedimentación con el objetivo de conocer la variación en el tiempo de las fases en que se dividen las materias primas liquidas (vinaza concentrada, crema de levadura Saccharomyces cerevisiae termolizada) y el AEC, aspectos a tener en cuenta para proponer cada que tiempo deben ser recirculadas las materias primas líquidas para mantener una composición química estable y el AEC para la no sedimentación en los silos.
Metodología para determinar velocidad de sedimentaciónPara determinar la velocidad de sedimentación de los sólidos se realizaron tres experimentos, que los diferencian los productos a estudiar.
Experimento 1: Determinar la velocidad de sedimentación de la crema de levadura Saccharomyces cerevisiae termolizada.
Experimento 2: Determinar la velocidad de sedimentación de la vinaza concentrada.
Experimento 3: Determinar la velocidad de sedimentación del AEC.
Se realizaron los ensayos de sedimentación en el laboratorio del ICA por el método de Coe (1916), donde se obtienen la velocidad de sedimentación de los sólidos. A partir de los datos experimentales, se determinó los valores de las pendientes en el origen, -(dh/dt), que coinciden con las velocidades de sedimentación (v) y la teoría de sedimentación según Kynch (1952), que considera que la velocidad de sedimentación (v), solamente depende de la concentración. Cada ensayo de sedimentación (que corresponde con cada experimento), se realizó con 10 probetas aforadas de vidrio de 250 mL de capacidad, que disponen de escala graduada de altura. El tiempo se midió con cronómetro dígital: Marca Oregón Scientific, Modelo SL210, de cero a 24 h, precisión 0,01 s. Se iluminó la probeta por la parte posterior con un flexo, para observar mejor el avance de la interfase.
Se introdujo en las probetas aforadas el producto, hasta altura (h0), se agitaron y se depositaron las probetas sobre superficie horizontal (Figura 1), momento en que se pone en marcha el cronómetro digital. Se tomaron medidas de la altura de interfase descendientes a intervalos de 10, 20, 30 min durante las primeras 5 h y cada 1, 2, 3, 4, 6, 12 y 24 h a partir de la quinta hora, hasta concluir el estudio. Se recoge el comportamiento de la altura de las interfaces en las probetas (P) en cada intervalo de tiempo y los parámetros iniciales y finales (h0, hi) en el tiempo para cada probeta, que determina la velocidad de sedimentación para cada ensayo.
Probeta del ensayo de sedimentación.
Análisis estadístico - matemáticoPara describir la relación entre la sedimentación del AEC y el tiempo fueron probados los modelos de regresión lineal simple de primer y segundo orden de acuerdo a lo sugerido por el gráfico de dispersión entre dichas variables (Figura 2). La selección del modelo de mejor ajuste fue basada en los criterios de bondad de ajuste aportados por Guerra et al. (2003), los cuales fueron: coeficiente de determinación R
2 y R
2 ajustado por los grados de libertad, significación de los parámetros y del modelo y el cuadrado medio residual (CME). El análisis fue hecho con el software STATGRAPHICS Centurion XVI (Statgraphics Centurion, 2012).
Gráfico de dispersión para la sedimentación del AEC.
RESULTADOS Y DISCUSIÓNExperimento 1: Resultados de la velocidad de sedimentación de la crema de levadura Saccharomyces cerevisiae termolizadaEn el ensayo de sedimentación, se obtiene la altura de las interfaces en el tiempo y la velocidad de sedimentación. Se observó que a partir de los 360 min (6 h) comenzó a separarse el producto en dos fases y a los 540 min (9 h) existe una concentración de las partículas en el fondo de las probetas. Las partículas en suspensión, desarrollaron una velocidad de sedimentación de 2,76 E-7 m/s. Se observa (Figura 3) el comportamiento de cada probeta (P1, P2,…, P10), que según los resultados, la crema de levadura Saccharomyces cerevisiae termolizada tiene que ser recirculada cada 12 h para ser utilizada en el proceso agroindustrial.
Curva de sedimentación de la crema de levadura Saccharomyces cerevisiae termolizada.
Experimento 2: Resultados de la velocidad de sedimentación de la vinaza concentradaEn el ensayo de la sedimentación, se obtiene la altura de las interfaces en el tiempo y la velocidad a que sedimenta. Se observó que a partir de los 240 min (4 h) comenzó a separarse el producto en dos fases y a los 300 min (5 h) existió una mayor concentración de las partículas en el fondo de las probetas. En la vinaza concentrada las partículas en suspensión sedimentaron a 1,58 E-6 m/s.
Se observa (Figura 4) como se comportó la vinaza concentrada para cada probeta y según los resultados la vinaza concentrada, tiene que ser recirculada cada 4 h, para ser utilizada en el proceso agroindustrial.
Curva de sedimentación de la vinaza concentrada.
Experimento 3: Resultados de la velocidad de sedimentación del AECEn el ensayo de la sedimentación del AEC se obtiene la altura de las interfaces en el tiempo y la velocidad a que el AEC sedimenta. Se observó que a partir de las 58 h comenzó a separarse el producto en fases. Las partículas de boniato quedaron en la superficie de las probetas, que al absorber los líquidos de la mezcla el peso de ellas se incrementó, al tener los líquidos mayor densidad que el boniato. Al descender lentamente (1,55 E-7 m/s) las partículas de boniato, no es hasta el tercer día que comenzaron a compactarse.
Se observa (Figura 5) el comportamiento del AEC para cada una de las probetas y se considera que tiene que ser recirculado, para evitar la compactación en los silos, acción que mejora el proceso agroindustrial.
Curva de sedimentación del Alimento Ensilado Cubano.
Se demostró que los productos en estudios deben ser recirculados, desarrollando la vinaza concentrada (1,58 E-6 m/s) mayor velocidad de sedimentación con respecto a la crema de levadura Saccharomyces cerevisiae termolizada (2,76 E-07 m/s) y al AE (1,55 E-07 m/s).
La tabla 1 muestra los resultados obtenidos para los criterios de bondad de ajuste de los modelos ajustados. Se observa que los dos modelos son estadísticamente significativos al igual que sus correspondientes parámetros a un nivel de significación de 0.05, dado por los correspondientes valores de p. Los valores ajustados de R
2 para el lineal de primer y segundo orden fueron 87,65% y 99,5% respectivamente, siendo mayor en el modelo cuadrático. En sentido contrario el valor del CME disminuyó del modelo lineal de primer orden al modelo cuadrático. Las Figuras 6 y 7 muestran las gráficas para los modelos lineal y cuadrático ajustados respectivamente.
Modelo cuadrático ajustado.
Con respecto al cumplimiento de los supuestos de los errores experimentales para los dos modelos ajustados (normalidad, incorrelación y homocedasticidad), se estandarizaron los residuos para identificarlos con la distribución normal con media 0 y varianza 1, con lo cual se incluye el cumplimiento del supuesto de varianza homogénea, al ser esta 1. La tabla 2 muestra el cumplimiento de estos supuestos donde se observa que los dos modelos ajustados tienen el mismo comportamiento al respecto.
De acuerdo a los criterios expuestos, el modelo que mejor describe la sedimentación del AEC es el modelo de segundo orden de expresión:
Basado en el criterio de la primera derivada para la expresión del modelo cuadrático se estima que el valor mínimo de la sedimentación del AEC sea de 15,91 cm a los 3490 minutos (58 h) aproximadamente.
CONCLUSIONES
La bomba centrífuga debe recircular la crema de levadura Saccharomyces cerevisiae termolizada y la vinaza concentrada cada 12 h y 4 h respectivamente, para que puedan ser utilizadas con una composición química estable en el proceso agroindustrial.
La bomba centrífuga debe recircular cada 58 h el AEC, para evitar la compactación en los silos, acción que mejora el proceso de despacho y la entrega de un producto homogéneo.
Mantener la estabilidad de las materias primas y cumplir con el proceso tecnológico propuesto a escala industrial para producir AEC, nos permite obtener un comportamiento similar a lo estudiado y en correspondencia con el modelo cuadrático.