Introducción
La producción ganadera en Cuba se basó fundamentalmente en los pastos y forrajes apoyados en los subproductos de la industria azucarera y especializada con elevados insumos. El mercado favorable a Cuba en cuanto a las importaciones de productos como concentrados para la alimentación animal, equipamientos tecnológicos y combustibles cambió drásticamente con la desaparición del campo socialista en el año 1990, lo que conllevó a un replanteamiento de la producción pecuaria (Valdés et al., 2012, citado por de las Cuevas et al., 2015). A partir de esta fecha, el Ministerio de la Agricultura estableció nuevas alternativas para la alimentación del ganado con vista a garantizar el bienestar de la población y el estable desarrollo de su economía, en especial la agricultura y la ganadería (Lapinel, 2011; Ponvert-Delisles, 2016). Se crea así el Programa Nacional de Autosuficiencia Alimentaria en las unidades productivas de base el cual consiste en producir dentro de las áreas de la vaquería el alimento demandado por la masa ganadera aumentando así la base autóctona de los recursos alimenticios y depender más de los recursos disponibles y uso eficiente 1,2,3 citados por Valdés et al. 2012, y de las Cuevas et al. (2015). La estrategia de este programa se basa en el suministro al ganado de forraje fresco desmenuzado con el empleo de picadoras de forrajes a partir de gramíneas tales como la caña de azúcar y el King Grass, que al ser procesadas por estas máquinas realizan una ruptura física del contenido de fibra, facilitando una rápida digestión y un mayor aporte de nutrientes al ganado, aumentando el consumo y la productividad animal y reduciendo los desperdicios de forrajes comparados con el no desmenuzado4 (Elías et al., 1990; Martín, 2005). Otra de las vías recomendadas por la FAO para garantizar la alimentación del ganado ha sido la plantación densa de Morera, Moringa y Tithonia para utilizarlas como forraje, (Friedrich, 2014).
En este sentido López et al. (2003), realizaron una evaluación nutricional de ocho variedades de caña de azúcar con potencial forrajero para la alimentación animal con excelentes resultados.
Con la siembra de caña de azúcar y de King Grass en las áreas de las vaquerías surge la demanda de picadoras de forrajes que se adecuen a las condiciones específicas de explotación de cada unidad de producción, por lo que las investigaciones relacionadas con la evaluación y determinación de parámetros explotativos de los diferentes tipos y modelos de picadoras de forrajes permiten proponer las más idóneas a las condiciones particulares de cada unidad lo que redundará en un incremento en la eficiencia organizativa del proceso tecnológico de las actividades relacionadas con las mismas.
En los últimos años en Cuba varios autores han realizado estudios sobre máquinas picadoras de forrajes como los realizados por Valdés et al. (2010, 2012, 2015, 2016), donde se determinó la influencia del ángulo de alimentación constante y el momento de inercia sobre el calibre de las partículas desmenuzadas por las picadoras de forraje2 del tipo de tambor con alimentación manual, además de evaluar los indicadores tecnológicos y de explotación de la máquina picadora de forraje IIMA modelo EM-01 modificada, así como la determinación del costo energético. De las Cuevas et al. (2013, 2015), evaluó los indicadores tecnológicos y de explotación de la máquina picadora de forraje JF-50 agregada al tractor Belarus 510 con la utilización del programa automatizado “Evaluación Tecnológica Explotativa” TECEXP.
Estudios similares relacionados con el tema son los realizados por de las Cuevas et al. (2014), para cosechadoras de caña mientras que Matos y García (2012), para los camiones en la transportación del mismo cultivo así como Ramos et al. (2012), determinaron los costos energéticos de la cosecha de forrajes para el ganado vacuno en Cuba, evaluando las maquinas Fraga modelo P-150 y la SPKZ-160.
El presente estudio formó parte del Proyecto de investigación “Evaluación técnico - económica de la transferencia de tecnologías de riego y mecanización en los sistemas de producción de alimento animal” donde uno de sus objetivos consistió en la determinación de indicadores de explotación de máquinas picadoras de forrajes.
Métodos
La investigación se realizó en la Finca “Revolución”, perteneciente a la CCS Guillermo González de la Provincia Granma, en el período de enero - marzo del 2016, la misma posee un área de 1,5 ha de caña de azúcar de la variedad Cuba - 120 para la alimentación animal, evaluando la picadora de forraje PN- Plus-2000 (Figura 1a) de alimentación forzada y accionada por motor eléctrico (Figura 1b) durante el suministro de forraje fresco desmenuzado a partir de la caña de azúcar a un rebaño de 24 terneros dos veces al día3.
En la Tabla 1 se muestran las características técnicas de la picadora de forraje.

TABLA 1. Características Técnicas de la picadora de forraje PN- Plus-2000
Para la determinación de los indicadores tecnológicos - explotativos de la picadora de forraje PN- Plus-2000 se utilizó el Procedimiento Normativo Operacional PG-CA-043: (2013)5, el cual parte de la observación cronométrica, donde se recogen los gastos de tiempo para la evaluación de la explotación de la maquinaria agrícola. Se utilizó un cronómetro digital de 0,1 s de precisión para la determinación de los diferentes tiempos, productividad y los coeficientes de explotación con el empleo de las siguientes expresiones:
El balance del tiempo de turno se determina con el empleo de las siguientes expresiones:
 (
(donde:
T 1- tiempo limpio de trabajo, h;
T 2- tiempo auxiliar, h;
T 3- gastos de tiempo para la ejecución del mantenimiento técnico diario, para realizar las regulaciones, h;
T 4- gastos de tiempo para la eliminación de los fallos tecnológicos funcionales y los fallos técnicos, h;
T 5- gastos de tiempo para las necesidades fisiológicas y descanso del personal de servicio, h;
T 6- gastos de tiempo en trabajo en vacío, h;
T 7- gastos de tiempo en mantenimiento técnico diario previsto en la instrucción para la explotación, h;
T 8- gastos de tiempo en paradas por causas ajenas a la máquina, h.
Solamente el tiempo limpio T 1 incrementa la productividad de la picadora de forraje, los demás son gastos de tiempos improductivos del tiempo de turno.
Tiempo de trabajo limpio (T1)
Tiempo operativo T 02 = T 1 + T 2, h
donde:
T2- tiempo auxiliar
Determinación de los indicadores de productividad
Productividad por hora de tiempo limpio (W1). Para la determinación de la productividad de tiempo limpio W1 se pone en funcionamiento la picadora de forraje y cuando estabiliza el movimiento del órgano de trabajo, se introducen los tallos de caña de azúcar en la bandeja de alimentación de la máquina, la cual es desmenuzada. El tiempo de comienzo y final del proceso de desmenuzado constituye el tiempo limpio (T1). La masa de cada muestra a procesar (Q), se obtuvo con un dinamómetro de 0,2 kg de precisión; obteniéndose la productividad mediante la siguiente expresión:
 (
(donde:
Q - cantidad de masa procesada durante el trabajo de la máquina, t;
T1- tiempo de trabajo limpio, h.
Productividad por hora de tiempo operativo (W02)
 (
(
 (
(Productividad por hora de tiempo productivo (W04). Se determinó mediante la siguiente expresión:
 (
(
 (
(Productividad por hora de tiempo de turno sin fallos (Wt)
 (
(
 (8)
(8) Productividad por hora de tiempo de explotación (W07)
 (
(
 (
(Gasto de energía eléctrica (E)
Determinación de la demanda energética de la picadora
En la línea de alimentación del motor eléctrico se tomaron las mediciones para cada muestra de la tensión (V) y el consumo de la intensidad de corriente eléctrica (I), trabajando el equipo sin carga y con carga, esta medición se realizó simultáneamente a la medición de la productividad y a la toma de muestra del calibre de las partículas. Como instrumento de medición se utilizó un voltímetro-amperímetro con escala de 30 Ampere con una precisión de 1 Ampere. Finalmente, se determinó la potencia consumida (E) mediante las siguientes expresiones:
Gasto por unidad de trabajo realizado específico, (Ee)
 (
(donde:
E- gasto de energía eléctrica durante la realización del volumen de trabajo en Watt;
Q- volumen de trabajo realizado por la máquina, t.
Gasto por hora de tiempo explotativo, (Eh)
 (
(Determinación de los coeficientes de explotación
Los diferentes valores de los coeficientes de explotación se determinaron mediante las siguientes expresiones:
Coeficiente de servicio tecnológico (K23).
 (
(Coeficiente de utilización del tiempo productivo (K04)
 (
(Coeficiente de utilización del tiempo explotativo (K07)
 (
(Determinación del calibre de las partículas
Para la medición del calibre de las partículas se utilizó el procedimiento descrito por Valdés6 acorde a las normas CEN/TC 335 N55, (2003) y ANSI/ASAE S424.1, (2004)7; con la secuencia que se muestra a continuación:
Primeramente se colocó una manta sobre el suelo en la dirección de la salida de la torre de descarga de la picadora, para realizar la recogida de cada muestra después de procesada, ubicándose en bolsas debidamente enumeradas y clasificadas, tomando tres muestras del volumen total, para cada tratamiento experimental planificado. Después se procedió al tamizado de las muestras, utilizando tamices, la masa de las muestras ubicadas en cada tamiz se obtuvo con una balanza de 2,5 g de precisión, determinándose así el porciento de material troceado en diferentes rangos de valores, con respecto al peso de la muestra inicial.
Los tamices utilizados fueron para calibres de partículas de tamaños comprendidos de 20, 30 y 50 mm, los cuales se midieron directamente con una regla graduada con 1 mm de precisión (Figura 2).
En la Figura 3 se muestra la obtención de las muestras del material procesado durante el proceso de trabajo.


Resultados y Discusión
Como resultado de la investigación en la Tabla 2 se muestra el procesamiento de la información relacionado con la caracterización inicial en cuanto a longitud y diámetro de los tallos de caña de azúcar a procesar, variedad Cuba -120.
TABLA 2. Caracterización de las plantas de caña de azúcar a procesar
Resultados y análisis de la Evaluación tecnológica y de explotación
La masa procesada por la picadora de forraje fue de 1,17 t con un consumo energético de 1800 Watt/t.
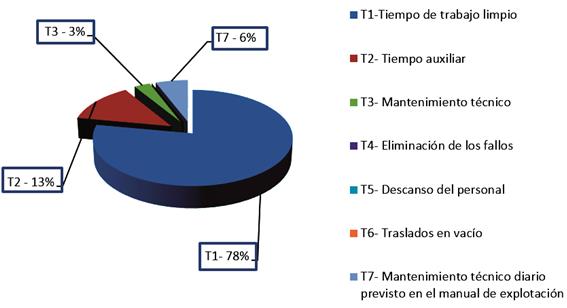
En la Figura 4 se muestran los resultados de los tiempos de explotación obtenidos.
El tiempo limpio (T1) o tiempo en que la máquina procesa el material representó un 78%, mientras que el tiempo auxiliar (T2) representó un 13% que es el tiempo marcado por el abastecimiento del material a la máquina. El tiempo de mantenimiento técnico (T3) representó el 3% y el tiempo en mantenimiento técnico diario previsto en la instrucción para la explotación (T7) representó el 6%. Los tiempos (T4), (T5) y (T6) los cuales representan el tiempo para la eliminación de los fallos, tiempo para el descanso del personal y el tiempo de traslados en vacío respectivamente no influenciaron en el tiempo de explotación de la picadora de forraje.
En la Tabla 3 se muestran los valores de la productividad, consumo de energía y de los coeficientes de servicio tecnológico, tiempo productivo y tiempo de explotación.
TABLA 3. Indicadores de explotación
Durante la evaluación de la picadora, la misma alcanzó una productividad por hora de tiempo limpio de 1,10 t/h, una productividad por hora de tiempo de explotación de 0,86 t/h, no existiendo prácticamente afectaciones por fallos tecnológicos, al alcanzar la máquina un coeficiente de servicio tecnológico de 0.95.
El consumo de energía eléctrica de la picadora de forraje fue de 1800 Watt por tonelada de forraje procesado.
En la Tabla 4 se muestran los resultados del calibre de partículas del material procesado.
TABLA 4. Resultados del calibre de partículas del material procesado
Como se puede apreciar el mayor porcentaje de la masa procesada estuvo en el orden del 70% de partículas menores de 20 mm, lo cual indica un buen triturado para la alimentación de los animales.